用氧气切割低碳钢时,在有效的光束质量范围内,切割速度没有太大的差别,但在质量上有很大改变。当使用较低的光束质量(5.8 mm.mrad)时,切边质量和加工窗口显著提高。特别是厚碳钢而言(20 mm),低光束质量切面的平均粗糙度(Rz)< 30μm。光束质量越高,切割边缘越粗糙、越不稳定。
此外,实验表明,采用低光束质量的切削比采用较高光束质量的切削温度要低得多。例如,当用3kW激光切割20mm低碳钢时,在其他参数不变的前提下,高光束质量(3.2 mm.mrad)的试样达到190°C,对于相同的切割端面,低光束质量(5.8 mm.mrad)的试样只有110°C。更低的加工温度也能产生更低的端面粗糙度。
而在提高边缘质量的同时,低碳钢还可以切割出更细、更高的纵横比。如图4所示,3kW variMODE激光器在20mm的低碳钢上切割2.5mm宽的连杆形状,光束质量为5.8 mm.mrad,切割速度为0.7m/min。
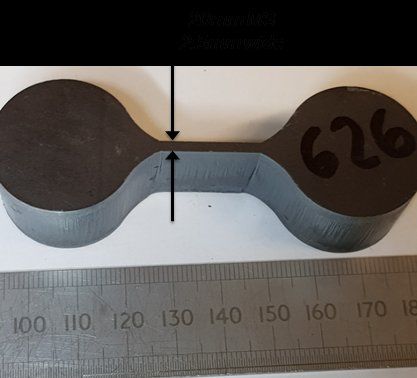
图4:20mm碳钢窄切功能
使用可变模激光器的另一个好处是:不同的光束质量可分别用于穿孔和切割。要保证切割端面的光滑,在切割开始之前,需要在金属板上进行穿孔,对氧气切割而言这点尤为重要。脉冲激光可以提高穿孔质量,但对厚碳钢而言则需要花费很长的穿孔时间。如果采用更高的光束质量,穿孔时间则可以明显的降低。
图5、6为厚碳钢穿孔测试。从结果可见,使用variMODE激光器,可以用高光束质量穿孔,获得更快、更高质量的孔,然后切换到光束质量较低的孔进行切割。这一过程也得益于variMODE激光器的快速光束质量切换开关,同时还能避免切割过程中出现停顿,保证加工的流畅性。
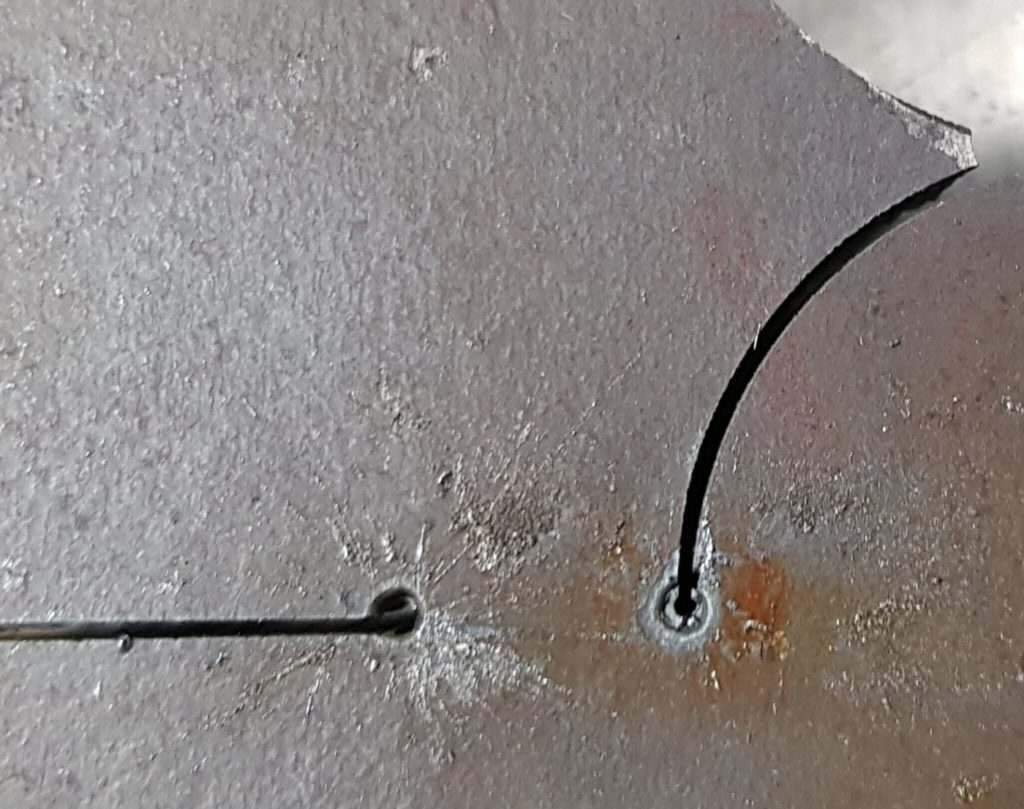
图5:高光束质量穿孔

图6:低光束质量穿孔
总结
与光束质量固定的激光器相比,可变光束质量的激光器用于钣金加工具有明显的优势。在相同的激光功率下,光束质量可变的激光系统性能优于固定光束质量的系统。当设置为高光束质量时,不锈钢熔化切割速度显著提高;而当设置为较低光束质量时,厚碳钢的切削速度相同,但由于工件温度较低,端面质量得到了改善,还可以进行窄轮廓的切割。
来源:OFweek激光网